Конструктивные особенности при приварке стержней
Стержни приваривают к массивным деталям и тонким листам обычно с помощью контактной электросварки. Этот способ часто применяют для крепления шпилек к стальным деталям и деталям из высокопрочных чугунов. При больших масштабах производства приварка значительно выгоднее обычного способа крепления шпилек на резьбе
Для уменьшения расхода электроэнергии и брызгообразования сварку производят по ограниченному периметру или по точкам. Торцы стержней заправляют по сфере (рис. 8), снабжают кольцевыми ободьями (вид б) или выступами (вид в)
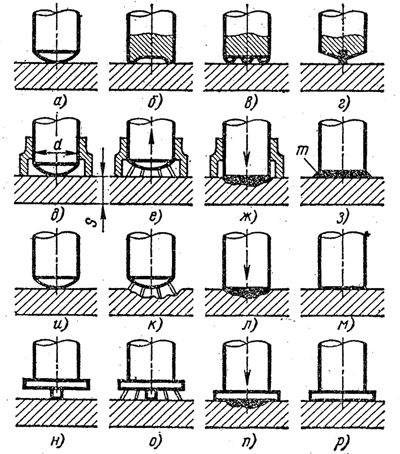
рис. 8
Стержни большого диаметра (более 8 мм) сваривают с применением флюсов. В массовом производстве в стержни заранее заделывают вставки из твердого флюса (вид г)
Сварку оплавлением применяют для приварки стержней диаметром до 25 мм. Сварку ведут с применением флюса. На стержень надевают керамическую втулку (виды д-ж), удерживающую расплавленный флюс и металл и ограничивающую контур шва
Стержень под напряжением подводят к месту приварки (вид д), зажигая дугу, после чего отводят на расстояние 0,5 — 1 мм (вид е) и выдерживают в этом положении в течение времени, достаточного для расплавления металла стержня и детали. Затем стержень осаживают, погружая в ванну расплавленного металла (вид ж), в результате чего стержень приваривается всем сечением (вид з). Продолжительность процесса 0,1 —1 с
Образующийся на периферии стержня кольцевой наплыв m перекрывают при соединении деталей, применяя отверстия увеличенного диаметра, снабжая кромки отверстия фасками, или устанавливая на стыке толстые прокладки
При приварке к листам без поддержки минимально допустимая толщина листа s ~ 0,5 d (где d — диаметр стержня); при сварке с поддержкой s ~ 0,3 d.
Во избежание шунтирования тока расстояние между смежными стержнями должно быть не менее (3-3,5 )d
Способ конденсаторной сварки с импульсным разрядом не требует применения флюса и допускает соединение деталей из разнородных материалов. Стержень прижимают пружиной к листу (вид и) и подают электроимпульс, расплавляющий металл на стыке (вид к). С помощью пружины стержень погружается в расплавленный металл (вид л), образуя соединение без наплывов (вид м)
Разновидность процесса — сварка по расплавляемому шипу (виды и — р).
Конденсаторной сваркой можно приваривать стержни диаметром до 10 мм. Толщина листа и расстояние между стержнями практически не ограничены.
Продолжительность процесса исчисляется миллисекундами. Автоматические сварочные машины имеют производительность до 100 приварок в минуту
Смотри также:
- Сварка. Европейские стандарты EN/ISO
- Когда применять сварку
- Способы сварки и рекомендации применения
- Виды сварных швов
- Правила конструирования сварных соединений
- Повышение прочности сварных соединений
- Соединения контактной электросваркой
- Конструктивные особенности при сварке труб
- Конструктивные особенности при приварке фланцев
- Конструктивные особенности при приварке втулок
- Конструктивные особенности сварных рам
- Конструирование узлов сварных ферм
- Методика расчета сварных соединений
- Примеры расчета сварных швов
- Британский стандарт. Соединения сварные и паяные. Условные изображения и обозначения на чертежах. ISO 2553:1992
- Термины многоязычные для сварных соединений (по ГОСТ Р ИСО 17659-2009)