Соединения контактной электросваркой
Детали, соединяемые стыковой контактной электросваркой, обычно не центрируют одну относительно другой (рис.2, а), так как взаимная фиксация деталей осуществляется их установкой в зажимах сварочного станка и осадочного механизма. При центрировании деталей (вид б) необходима плавающая установка одной из деталей в зажимах
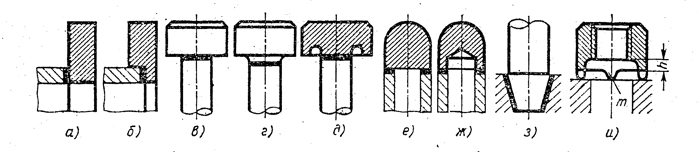
Рис.2
При сварке тонких деталей с массивными целесообразно предусматривать на массивной детали переходные участки, соответствующие форме присоединяемой тонкой детали (виды в, г, д, е, ж).
Если необходимо обеспечить повышенную устойчивость против изгиба, то применяют соединение деталей в конических гнездах (вид з). Эта конструкция резко снижает необходимое усилие сдавливания деталей при сварке
В отличие от дуговой электросварки контактная стыковая электросварка допускает приварку деталей с механически обработанными поверхностями (например, резьбовых деталей). Для предупреждения деформаций и для защиты от брызг расплавленного металла точные поверхности должны быть отнесены от плоскости стыка на расстояние h > 4 ÷ 6 мм (вид и). Для уменьшения наплывов и брызгообразования, а также с целью сокращения расхода электроэнергии целесообразно выполнять приварку по отдельным выступам m
При точечной и роликовой электросварке тонких изделий (толщиной менее 2 мм) диаметр точки и ширина шва должны быть в 2 — 3 раза больше толщины s наиболее тонкого свариваемого элемента. При сварке более толстых материалов диаметр точки и ширину шва выбирают из соотношения d = s + 3 мм (рис.3, а).
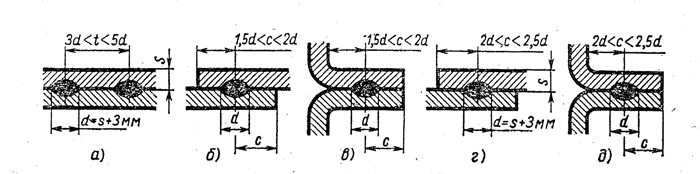
рис. 3
Шаг t точек во избежание шунтирования тока не должен быть менее (3 — 3,5) d. Максимальный шаг зависит от требуемой прочности и жесткости соединения. Для предотвращения отставания листов на участках между точками рекомендуется выдерживать соотношение t < 5d
Допустимые расстояния с шва от кромок свариваемых деталей и от смежных стенок приведены на рис. 3, 6, в (точечная сварка) и г, д.
Прочность точечных и роликовых швов можно значительно повысить обжатием точек и накатыванием роликовых швов под давлением, несколько превышающим предел текучести материала
Смотри также:
- Сварка. Европейские стандарты EN/ISO
- Когда применять сварку
- Способы сварки и рекомендации применения
- Виды сварных швов
- Правила конструирования сварных соединений
- Повышение прочности сварных соединений
- Конструктивные особенности при сварке труб
- Конструктивные особенности при приварке фланцев
- Конструктивные особенности при приварке втулок
- Конструктивные особенности при приварке стержней
- Конструктивные особенности сварных рам
- Конструирование узлов сварных ферм
- Методика расчета сварных соединений
- Примеры расчета сварных швов
- Британский стандарт. Соединения сварные и паяные. Условные изображения и обозначения на чертежах. ISO 2553:1992
- Термины многоязычные для сварных соединений (по ГОСТ Р ИСО 17659-2009)