Конструктивные особенности при приварке фланцев
На рис. 5 изображены способы приварки фланцев к трубам.
Недостаток конструкции 1 состоит в том, что фланец не зафиксирован в радиальном направлении.
В конструкциях 2, 3 фланец не зафиксирован в осевом направлении. Установленный на черную поверхность трубы (следовательно, с большим зазором) фланец может перекоситься при сварке. Кроме того, в этих конструкциях сварной шов выходит на торцовую поверхность фланца и при механической обработке фланца частично срезается
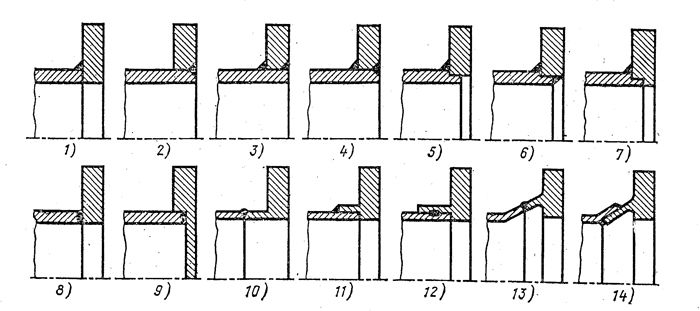
рис. 5
В конструкции 4 фланец зафиксирован в радиальном и осевом направлениях по обработанной ступеньке и застрахован от перекоса упором в торец ступеньки.
На видах 5 — 7 показаны соединения без выхода сварного шва на торец фланца.
Наиболее прочно и производительно соединение контактной сваркой (виды 8 — 9).
На видах 10 — 14 показаны способы приварки фланцев к тонкостенным трубам. Конструкция 11 выгодно отличается от конструкции 10 тем, что в ней фланец зафиксирован в радиальном и осевом направлениях
Соединение роликовой сваркой (вид 12) применяют, когда диаметр трубы позволяет ввести роликовый электрод внутрь трубы.
На видах 13, 14 показаны применяемые для присоединения фланцев большого диаметра способы сварки на раструб
Смотри также:
- Сварка. Европейские стандарты EN/ISO
- Когда применять сварку
- Способы сварки и рекомендации применения
- Виды сварных швов
- Правила конструирования сварных соединений
- Повышение прочности сварных соединений
- Соединения контактной электросваркой
- Конструктивные особенности при сварке труб
- Конструктивные особенности при приварке втулок
- Конструктивные особенности при приварке стержней
- Конструктивные особенности сварных рам
- Конструирование узлов сварных ферм
- Методика расчета сварных соединений
- Примеры расчета сварных швов
- Британский стандарт. Соединения сварные и паяные. Условные изображения и обозначения на чертежах. ISO 2553:1992
- Термины многоязычные для сварных соединений (по ГОСТ Р ИСО 17659-2009)