Повышение прочности сварных соединений
Прочность сварных соединений повышают конструктивными (рациональное расположение швов относительно действующих усилий, целесообразная форма швов) и технологическими приемами (защита шва от вредных воздействий при сварке, термическая обработка, упрочняющая обработка холодной пластической деформацией). Конструктивные приемы повышения прочности приведены на рис. 1
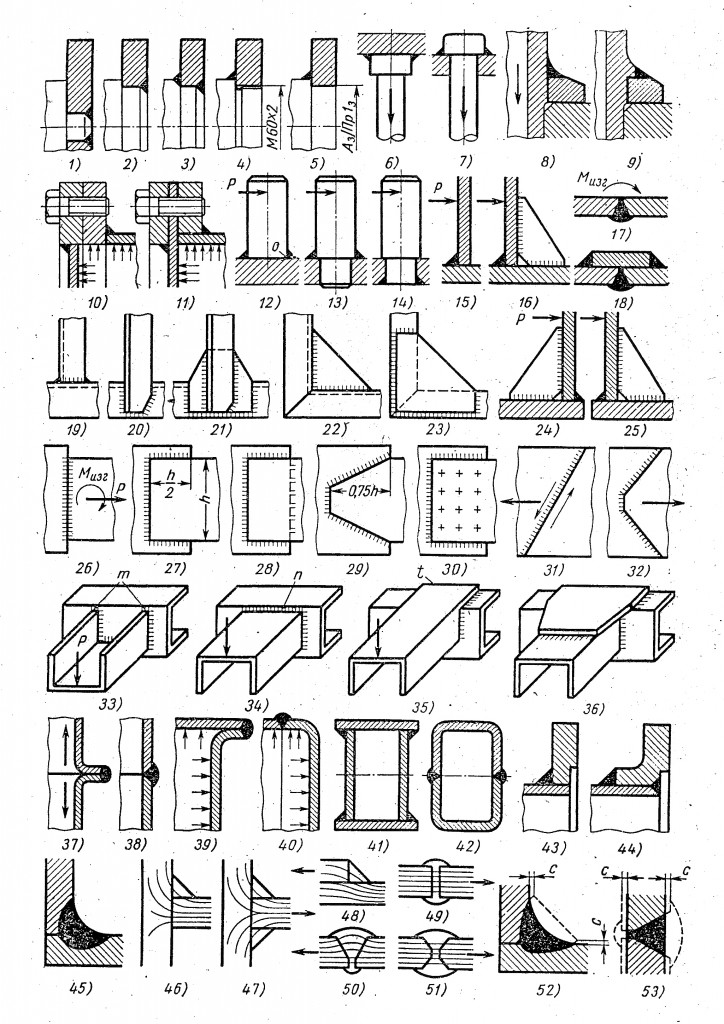
рис.1
На видах 1 — 3 показано последовательное усиление узла приварки фланца, нагруженного крутящим моментом, путем увеличения диаметра кольцевого шва. Сопротивление срезу (пропорциональное квадрату диаметра соединения) в конструкции 2 при одинаковом сечении шва в 7 раз, а в конструкции 3 в 18 раз больше, чем в конструкции 1
При правильной конструкции шва дополнительные крепления [на резьбе (вид 4), прессовой посадке (вид 5), и др.] излишни
В центрирующих соединениях свариваемые детали устанавливают на посадках с зазором (посадки H10, e9, f9). При необходимости более точного центрирования применяют посадки скольжения H8, h7 и напряженные посадки типа k7, m7
Целесообразно разгружать сварные швы, перенося восприятие нагрузок на участки целого материала и оставляя за сварными швами только функцию соединения деталей.
Некоторые примеры разгрузки сварных швов показаны на видах 6, 7 (стержень, нагруженный осевой силой) и на видах 8, 9 (упорный фланец)
В узле крепления крышки к обечайке цилиндрического резервуара, нагруженного внутренним давлением (вид 10), сварные шайбы крышки обечайки подвергаются изгибу и срезу силами давления. В улучшенной конструкции 11 сварной шов обечайки разгружен заведением обечайки во фланец, а шов днища — зажатием днища между фланцами обечайки и днища
Силовые швы следует нагружать предпочтительно на сдвиг и растяжение, устраняя изгиб.
Конструкция 12 приварного стержня, нагруженного поперечной силой Р, нецелесообразна. Сила Р, повертывая стержень вокруг точки О, вызывает высокие разрывающие напряжения в области, противоположной этой точке. Кроме того, шов подвергается срезу
Несколько лучше конструкция 13, где стержень центрирован в гнезде детали, благодаря чему шов разгружен от среза. Однако опасное сечение стержня ослаблено сварным швом
В конструкции 14 изгиб и срез силой Р воспринимают целые (не ослабленные сваркой) сечения стержня. Шов практически разгружен от действия силы и служит только для фиксации стержня в детали
Шов приварной стенки (вид 15), изгибаемой силой Р, целесообразно разгрузить введением ребра (вид 16).
Изгиб стыкового шва (вид 17) можно устранить введением накладки (вид 18), швы которой работают преимущественно на растяжение. Стыковой шов в этой конструкции работает на сжатие
Стыковое соединение уголков (вид 19) недостаточно прочное. Целесообразнее сваривать уголки по плоскости полок (вид 20) с усилением (для тяжелых условий работы) косынками (вид 21).
Косынки целесообразно приваривать не встык (вид 22), а внахлестку (вид 23)
Приварные ребра рекомендуется располагать так, чтобы они работали не на растяжение (вид 24), а на сжатие (вид 25), что практически полностью разгружает сварные швы
На видах 26—29 показано последовательное усиление листового соединения, нагруженного растягивающей силой Р и изгибающим моментом Мизг Сравнение прочности различных конструкций приведено в таблице
| Соединение | Сопротивление разрыву | Сопротивление изгибу |
| Стыковое (вид 26) | 1 | 1 |
| Нахлесточное (вид 27) | 2 | 4 |
| Нахлесточное с подваркой обратной стороны (вид 28) | 3 | 5 |
| Нахлесточное со скошенными кромками (вид 29) | 2,5 | 5 |
Прочность стыкового соединения 26 принята за единицу
Приварные листы, накладки, косынки и т. д. большой протяженности и малой толщины целесообразно, помимо обварки по контуру, соединять с основной деталью точечной сваркой (вид 30) во избежание отставания листов при деформациях системы
Косые швы нахлесточного соединения (вид 31), подвергающиеся растяжению, испытывают дополнительные нагрузки от сдвига вдоль линии шва. В уравновешенном соединении с двусторонним скосом (вид 32) швы разгружены от сдвига
На видах 33—36 показаны конструкции узла сварки швеллеров. В соединении со швеллером, расположенным полками вверх (вид 33), верхние участки m вертикальных сварных швов подвергаются высоким разрывающим напряжениям от действия силы Р
В конструкции со швеллером, расположенным полками вниз (вид 34), усилие воспринимает горизонтальный шов n большой протяженности; слабые конечные участки вертикальных швов работают на сжатие.
В конструкции с присоединением швеллера в шип (вид 35) сварные швы разгружены от изгиба силой Р; изгибающий момент воспринимают фланговые швы и поперечный шов t, работающие на срез. На виде 36 изображено соединение, усиленное косынкой.
Следует избегать внецентренного приложения сил, вызывающего изгиб шва
Отбортованные швы в узлах, подвергающихся растяжению (вид 37), испытывают изгиб. Целесообразнее конструкции со стыковым швом (вид 38). В узле приварки днища к цилиндрическому резервуару с отбортовкой (вид 39) сварной шов под действием внутреннего давления подвергается изгибу. Стыковой шов (вид 40) работает преимущественно на разрыв
Следует избегать расположения сварных швов в зоне высоких напряжений.
В сварных балках, подвергающихся изгибу, целесообразно располагать швы не у полок (вид 41), а у нейтральной линии сечения (вид 42), где нормальные напряжения имеют наименьшую величину
В соединениях, подверженных действию циклических и динамических нагрузок, следует избегать расположения сварных швов на участках концентрации напряжений, например в переходах от одного сечения к другому (вид 43). Шов в этих условиях подвергается повышенным напряжениям и, кроме того, усиливает концентрацию напряжений вследствие неоднородности, своей структуры.
Улучшенная конструкция приведена на виде 44
Если вывести шов за пределы участка концентрации напряжений невозможно, то рекомендуется применять вогнутые швы (вид 45) с глубоким проплавлением, достигаемым сваркой короткой дугой.
Профиль шва должен быть по возможности симметричен относительно действия нагрузок. В тавровых соединениях, подвергающихся растяжению (вид 46), целесообразно применять двусторонние швы (вид 47). Нахлесточные соединения (вид 48) следует по возможности заменять стыковыми (вид 49). В стыковых соединениях целесообразно применять двустороннюю разделку кромок (вид 51), так как в соединениях с несимметричным швом (вид 50) происходит искривление силового потока, сопровождающееся скачками напряжений
Циклическую прочность сварных швов можно значительно повысить механической обработкой с приданием шву рациональной формы, уменьшающей концентрацию напряжений.
Угловые швы целесообразно обрабатывать по радиусу с плавным переходом в поверхности соединяемых деталей (вид 52). Стыковые швы обрабатывают заподлицо с поверхностью изделия, удаляя наплывы (усиления) как со стороны основного шва, так и со стороны подварки (вид 53)
Для плавного соединения шва со стенками изделия в большинстве случаев необходимо одновременно с обработкой шва подрезать стенки (штриховые линии на видах 52, 53), для чего следует предусмотреть припуски с на обработку.
Значительно (на 30 — 40%) повышает циклическую прочность заглаживающее оплавление швов вольфрамовым электродом в атмосфере аргона
Упрочнение швов пластической деформацией в холодном состоянии (накатывание, дробеструйный наклеп, чеканка пневматическим инструментом с пучковыми чеканами) позволяет довести циклическую прочность шва до прочности основного металла
Смотри также:
- Сварка. Европейские стандарты EN/ISO
- Когда применять сварку
- Способы сварки и рекомендации применения
- Виды сварных швов
- Правила конструирования сварных соединений
- Соединения контактной электросваркой
- Конструктивные особенности при сварке труб
- Конструктивные особенности при приварке фланцев
- Конструктивные особенности при приварке втулок
- Конструктивные особенности при приварке стержней
- Конструктивные особенности сварных рам
- Конструирование узлов сварных ферм
- Методика расчета сварных соединений
- Примеры расчета сварных швов
- Британский стандарт. Соединения сварные и паяные. Условные изображения и обозначения на чертежах. ISO 2553:1992
- Термины многоязычные для сварных соединений (по ГОСТ Р ИСО 17659-2009)