Приварка втулок
На рис. 6, 1 — 6 показаны способы присоединения резьбовых втулок к плоским листам.
В конструкции 1 втулка не центрирована относительно листа. Внутренняя нарезная поверхность втулки при сварке деформируется. Первый недостаток исправлен в конструкции 2. В наиболее целесообразной конструкции 3 сварной шов отдален от тела втулки. Точечную или роликовую сварку (вид 4) применяют при больших диаметрах втулок. Стыковая контактная сварка (вид 5) отличается высокой производительностью и не портит резьбу
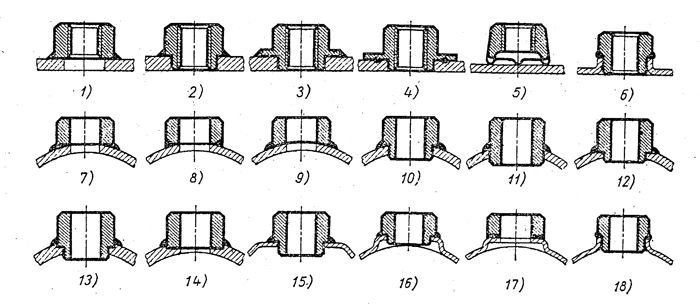
рис. 6
Тонкостенные листы целесообразно отбортовывать по контуру втулки (вид 6). На видах 7 —18 показаны способы приварки втулок к стенкам цилиндрических обечаек. Приварка втулки плоской поверхностью к цилиндрической поверхности (вид 7) нецелесообразна, так как втулка при сварке перекашивается, шов получается неопределенным и переменным по толщине. Несколько лучше конструкция 8, где торец втулки заправлен фаской, что обеспечивает более определенную форму шва
Конструкция 9 с обработкой поверхности втулки по цилиндру радиусом, равным радиусу обечайки, нетехнологична и неприменима, если требуется центрировать втулку в обечайке. На видах 10-14 показаны способы приварки с центрированием втулки.
В конструкции 10 шов получается переменным по толщине. В конструкции 11, где втулка пропущена в отверстие обечайки насквозь, требуется поддержка втулки при сварке или предварительная прихватка втулки. Возможен перекос втулки при установке
Если стенка обечайки достаточно толста, можно обеспечить правильное соединение снятием лыски (вид 12) или подторцовкой стенки (виды 13, 14).
При тонкостенных обечайках правильный шов можно получить посредством местной деформации стенки (виды 15 — 17).
Наиболее целесообразна конструкция 18 с отбортовкой стенок обечайки и последующей обработкой или зачисткой торца отбортовки
На рис. 7 показаны способы приварки круглых фланцев к цилиндрическим обечайкам
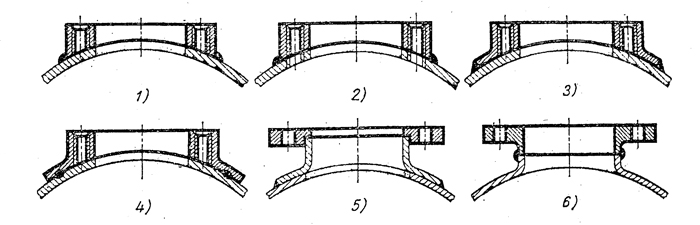
рис. 7
В конструкции 1 присоединяемая поверхность фланцу обработана на цилиндр. Во избежание поводки резьбовых отверстий последние обрабатывают после сварки (вид 2).
В конструкции 3 сварной шов отделен от тела фланца буртиком, выполненным заодно с фланцем. Такие фланцы изготовляют штамповкой
Приварка фланца точечной электросваркой (вид 4) затруднена из-за пространственного расположения шва. Еще сложнее присоединение с помощью роликовой электросварки. На видах 5, 6 изображены способы приварки фланцев к тонкостенным обечайкам
Смотри также:
- Сварка. Европейские стандарты EN/ISO
- Когда применять сварку
- Способы сварки и рекомендации применения
- Виды сварных швов
- Правила конструирования сварных соединений
- Повышение прочности сварных соединений
- Соединения контактной электросваркой
- Конструктивные особенности при сварке труб
- Конструктивные особенности при приварке фланцев
- Конструктивные особенности при приварке стержней
- Конструктивные особенности сварных рам
- Конструирование узлов сварных ферм
- Методика расчета сварных соединений
- Примеры расчета сварных швов
- Британский стандарт. Соединения сварные и паяные. Условные изображения и обозначения на чертежах. ISO 2553:1992
- Термины многоязычные для сварных соединений (по ГОСТ Р ИСО 17659-2009)