Конструктивные особенности при сварке труб
Трубы одинакового диаметра чаще всего сваривают валиковым стыковым швом без разделки кромок (рис. 4, 1), а при большой толщине стенок — с разделкой (вид 2).
Стыковое соединение контактной электросваркой (вид 3) отличается высокой прочностью, однако выполнять его в монтажных условиях трудно.
Соединение косым стыком (вид 4) нетехнологично и не увеличивает прочности соединения
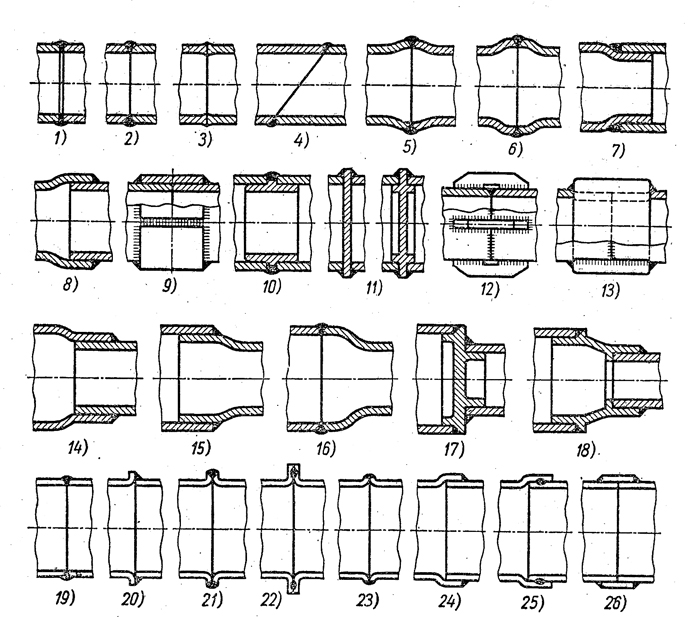
рис. 4
Для повышения изгибной прочности трубы на участке стыка развальцовывают на конус (вид 5) иди на раструб (вид 6).
С этой же целью применяют соединение с обжатием (вид 7) или с развальцовкой (вид 8) одной из труб. Последний способ предпочтительнее, так как развальцовывать трубы проще, чем обжимать.
На виде 9 показано соединение, усиленное наружной муфтой
Внутренние муфты (вид 10) уменьшают живое сечение труб, вследствие чего этот способ соединения нежелателен для трубопроводов; его применяют преимущественно для силовых конструкций.
В силовых конструкциях применяют прочное и жесткое соединение на диафрагмах (вид 11)
Усиление стыка ребрами (вид 12) ухудшает внешний вид конструкции и уступает по прочности другим соединениям.
Соединение с врезными ребрами (вид 13) прочнее, но очень трудоемко в изготовлении.
На видах 14 — 16 показаны способы соединения труб различного диаметра при небольшой разнице диаметров.
При значительной разнице диаметров вводят промежуточные вставки (вид 17). Конические вставки (вид 18) обладают высокой жесткостью и допускают соединение труб с большой разностью диаметров
Тонкостенные трубы сваривают встык валиковым швом (вид 19) предпочтительно газовой сваркой; с отбортовкой одной (вид 20) или двух (вид 21) кромок, а также роликовой сваркой (вид 22). Если диаметр и длина труб допускают введение внутрь электродов, применяют роликовую сварку по отбортованным кромкам (вид 23).
Соединения усиливают развальцовкой (виды 24, 25) или муфтами (вид 26).
Соединения видов 24-26 центрированные; остальные нуждаются в центрировании при сварке
Смотри также:
- Сварка. Европейские стандарты EN/ISO
- Когда применять сварку
- Способы сварки и рекомендации применения
- Виды сварных швов
- Правила конструирования сварных соединений
- Повышение прочности сварных соединений
- Соединения контактной электросваркой
- Конструктивные особенности при приварке фланцев
- Конструктивные особенности при приварке втулок
- Конструктивные особенности при приварке стержней
- Конструктивные особенности сварных рам
- Конструирование узлов сварных ферм
- Методика расчета сварных соединений
- Примеры расчета сварных швов
- Британский стандарт. Соединения сварные и паяные. Условные изображения и обозначения на чертежах. ISO 2553:1992
- Термины многоязычные для сварных соединений (по ГОСТ Р ИСО 17659-2009)