Радиусы гибки листового материала
| Материал | Отожженные листы | Наклепанные листы | |||||
|---|---|---|---|---|---|---|---|
| Расположение линии изгиба | |||||||
| поперек вдоль | поперек вдоль | ||||||
| волокон проката | |||||||
| Алюминий | — | 0,2 S | 0,3 S | 0,8 S | |||
| Латунь Л68 | — | 0,2 S | 0,4 S | 0,8 S | |||
| Медь | — | 0,2 S | 1 S | 2 S | |||
| Сталь 10 | — | 0,4 S | 0,4 S | 0,8 S | |||
| Сталь 20, СтЗ | 0,1 S | 0,5 S | 0,5 S | 1 S | |||
| Сталь 35; Ст5 | 0,3 S | 0,8 S | 0,8 S | 1,5 S | |||
| Сталь 45 | 0,5 S | 1 S | 1 S | 1,7 S | |||
| Дюралюминий: | |||||||
| мягкий | 1 S | 1,5 S | 1,5 S | 2,5 S | |||
| закаленный | 2 S | 3 S | 3 S | 4 S | |||
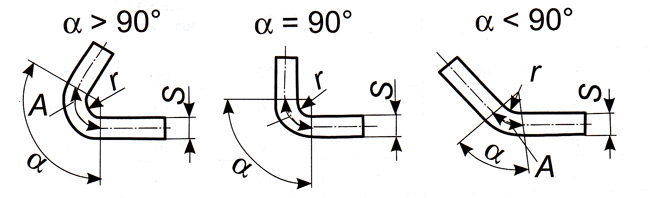
В таблице приведены минимальные радиусы холодной гибки (R), в зависимости от толщины листа (S).
Развернутая длина изогнутого участка детали из листового материала при изгибе на угол α:
A = π(R + k — s)α/180,
где k — числовой коэффициент, определяющий положение нейтрального слоя при гибке.
Таблица (2)
Коэффициент, определяющий положение нейтрального слоя при гибке
(размеры в мм)
| S | 1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 |
|---|---|---|---|---|---|---|---|---|
| R | k | |||||||
| 1 | 0.35 | — | — | — | — | — | — | — |
| 2 | 0.375 | 0.350 | — | — | — | — | — | — |
| 3 | 0,398 | 0.362 | 0.350 | — | — | — | — | — |
| 4 | 0.415 | 0.374 | 0,36 | 0.358 | — | — | — | — |
| 5 | 0.428 | 0.386 | 0.367 | 0,357 | 0.350 | — | — | — |
| 6 | 0.440 | 0.398 | 0.375 | 0,363 | 0.355 | 0.350 | — | — |
| 8 | 0.459 | 0.415 | 0.391 | 0.375 | 0.365 | 0.358 | 0.350 | — |
| 10 | 0,47 | 0.429 | 0.405 | 0.387 | 0.375 | 0.366 | 0.356 | 0,35 |
| 12 | 0.480 | 0.440 | 0.416 | 0.399 | 0,385 | 0,375 | 0.362 | 0.355 |
| 16 | — | 0.459 | 0.433 | 0.416 | 0.403 | 0,392 | 0,375 | 0,365 |
| 20 | 0.500 | 0.470 | 0.447 | 0 430 | 0.415 | 0,405 | 0.368 | 0,375 |
| 25 | — | — | 0.460 | 0.443 | 0.43O | 0.417 | 0.402 | 0.387 |
| 28 | — | 0.500 | 0.466 | 0 450 | 0.436 | С.435 | 0,408 | 0.395 |
| 30 | — | — | 0.4/0 | 0 455 | 0.440 | 0.430 | 0,412 | 0.400 |
Примечания:
- Наименьшие внутренние радиусы гибки следует применять лишь в случае конструктивной необходимости.
- При гибке под углом к направлению проката следует брать средние промежуточные значения, в зависимости от угла наклона линии изгиба.
- При изгибе заготовок, полученных вырубкой или резкой без отжига, радиусы гибки следует брать как для наклепаного металла.
- При гибке нужно устанавливать заготовку заусенцами внутрь изгиба во избежание возникновения трещин.
Смотри также:
- Минимальные радиусы гибки металлов круглого(R1) и квадратного(R2) сечений
- Разделка угловой стали при гибке
- Отверстия в стальных двутаврах
- Отверстия в стальных швеллерах
- Отверстия в угловых стальных профилях
- Сквозные отверстия под крепежные детали (по ГОСТ 11284)
- Отверстия под нарезание метрической резьбы (по ГОСТ 19257)
- Отверстия сквозные продолговатые для болтов, винтов, шпилек (по ГОСТ 16030)
- Радиусы закруглений и фаски (по ГОСТ 10948)
- Входные фаски деталей с неподвижными посадками
- Радиусы закруглений сопряженных валов и втулок
- Галтели вала и корпуса под шарико- и роликоподшипники
- Канавки для посадки подшипников качения